
Wire Rope Properties
By Colin Rice
Wire rope selection is closely related to the properties of the rope. In this article we discuss the most important properties of a wire rope.
This is the second article of Part 1 of our Technical Series on Wire Rope. Click here for an outline of the entire Technical Series on Wire Rope.
Different applications demand that the wire rope has specific properties and so we will briefly discuss the most important properties of wire ropes.
Strength
Wire ropes are used to carry tensile loads and so the ultimate tensile strength of the rope is the most important property of a rope.
Wire rope manufacturers, calculate a “theoretical” minimum breaking strength of ropes based on the grade of the wires and the metallic cross-sectional area of the rope - this will be reported as the theoretical or calculated breaking strength.
A number of samples of the rope will then be tested by pulling the samples to failure on a certified test bench and an “actual breaking strength” will be determined. This is called the “proof breaking load” (PBL) or “mean breaking load” (MBL).
If the actual breaking strength is less than the calculated breaking strength then the rope will be considered to have failed the test and will be scrapped.
Manufacturers specify MBL / PBL in two ways; either they quote it in metric tons (MT) or in kilo-newtons (kN). The table below illustrates the mean breaking load of 6 x 19 fibre core ropes of different diameters in three different grades of wire.
Mean Breaking Load in Metric Tons for a 6 x 19 +FC Rope
| Diameter (mm) | 1550 MPa | 1770 MPa | 1960 MPa |
|---|---|---|---|
| 14 | 9.9 | 11.5 | 12.8 |
| 16 | 13.0 | 15.0 | 23.7 |
| 19 | 18.5 | 21.4 | 26 |
| 22 | 25.4 | 29.4 | 32.6 |
Abrasion resistance
As a wire rope is used, the outer wires wear through abrasion and so the rope suffers loss of cross-sectional area – this obviously reduces the breaking strength of the wire rope. Resistance to abrasive wear is therefore an important property of a wire rope.
Abrasion resistance is directly related to the design of the rope, in particular the design of the strands of the rope. In general, ropes with fewer larger wires will be more abrasion resistant than a similar rope made up of smaller wires – a 6 x 19 rope will therefore be more abrasion resistant than a 6 x 36 rope.
Fatigue resistance
In a later article in this technical series we will discuss fatigue resistance in great detail but for the purposes of this discussion, we must recognise that a cyclic stress reversal occurs when a body is subjected to alternating tensile and compressive loads.
In a drilling operation, wire ropes run through sheaves constantly and so are constantly subjected to alternating tensile and compressive loads – i.e. cyclic stress reversals.
Fatigue resistance is resistance to cyclic stress reversals and so is a critically important property of wire rope.
Figure 1 illustrates a wire rope bending over a sheave. It is clear that the outer parts of the rope running over the sheave are in tension and the inner parts of the rope running over the sheave are in compression and as the rope moves over the sheave these stresses reverse.
It should be obvious that the smaller the diameter of the sheave the greater the magnitude (amplitude) of the stress reversal and so the more rapidly fatigue will occur in the rope.
In a later article, we will examine the effect of sheave wheel diameter on wire rope performance.
Crushing resistance
Wire ropes experience external forces that will tend to alter or distort the shape of the rope. Crushing prevents wires and strands moving easily over one another during normal operation and this can lead to accelerated wear and reduced rope life.
Generally, IWRC ropes are more crush resistant than fiber core ropes and six-strand ropes will better resist crushing than an eight-strand rope.
Resistance to rotation
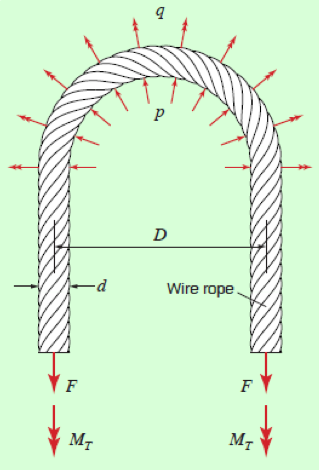
Figure 1: Illustration to show cyclic stress reversal in a wire rope running through a sheave.
When a load is placed on a rope, the strands and wires that make up the rope will tend to come out of their helical shape and straighten out. This creates torque in the rope which can cause the load to rotate. In applications where the load is free to rotate, special non-spin or rotation resistant ropes should be used.
In standard IWRC ropes, the outer strands and the strands of the core are laid in the same direction and so if ropes of this type are used with a load that is free to rotate, the torques produced by the core and the outer strands would add together and could result in severe instability of the load.
In non-spin or rotation resistant ropes, the lay of the outer strands and the core oppose one another and so the torque produced by the outer strands will tend to counter that of the core.
These five properties of wire rope should be taken into consideration when making a selection. The next article in this series explains the other aspects to consider when selecting a wire rope.